I had posted posted some comments regarding these tests by on another thread here but has since been deleted. I would hope my comments here remain intact.
http://www.tomshardware.com/answers/id-1738434/avoid-diamond-thermal-compound.html#11832892
So to go on record we will add some detail here.
It is critical when devising any test that a serious effort is made to minimize bias and not construct the confines of the test around those biases, one should also be aware of physical limitations and stay within a set limit of parameters.
The idea of the importance of scientific method was impressed upon me at an early age in a rural grade school by a 5th grade teacher who was directed to instruct us on the dangers of smoking. She had one of the farm boys catch a pigeon and bring it into school where upon she placed a lit cigarette in its mouth, taped it shut and held her fingers over the poor birds nostrils, the bird lasted all of 10 seconds before it fell over dead.
The demonstration while dramatic with the background noise of the girls in the class crying obviously had nothing to do with the affects of long term smoking only that you could kill a pigeon in 10 seconds using this method.
The above test example by 4Ryan6 certainly falls outside the range of our recommended use and is not an unusual note by manufacturers to say USE ONLY AS DIRECTED.
For example you would not think that a manufacturer of a hemorrhoid crème would not have to put on the label that it should not be used as a toothpaste but evidently some % do hence the warning notice.
Extreme and or accelerated testing on products is generally an accepted practice but even so they must adhere to the physical limitation imposed by its intended use. Taking a thermal compound and testing it at 300 degrees C so it fails in seconds then claiming it does not work would be ignoring the design intent of the product and noted as a inadequate representation of what the product is capable of.
There were a number of anomalies noted in the posted test pictures but here we will focus on the more obvious ones so we repeated 4Ryan6 tests. And would like to note at this point all thermal compounds are lapping compounds by composition of aluminum oxide(what they make sandpaper out of and is the most commonly used abrasive) read any MSDS AS5, Shin Etsu, MX4 all contain these particles and so should be used with the same caution by following good shop practice on application and removal.
Modeling the 4Ryan6 test we start with a CPU cleaned with acetone to remove a 2 year old application of IC Diamond. Note no scratches or polishing
So using a Q-tip with light finger pressure we run into an immediate problem. The friction is so high that it pulls the cotton off the stick in about 5 seconds.
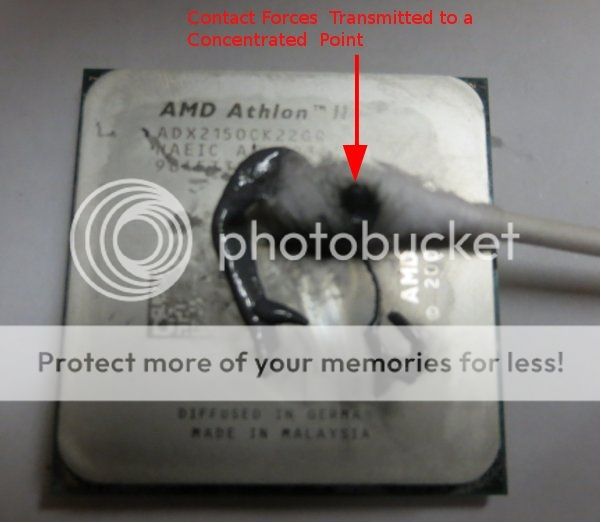
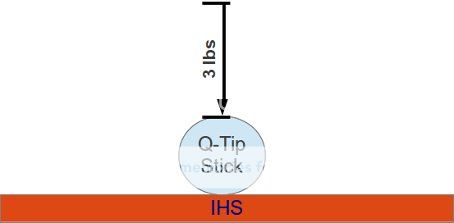
The only way to do this then is by placing a finger on the head of the Q-tip and pressing hard enough to overcome the friction drag. So the light finger pressure measured on a postal scale works out to be about 3lbs. And we end up with something like this.
Note the 4mm Circular area where contact is made, this is basically the stick of the Q-tip– so 3 lbs. Light finger pressure(force), 4mm area is approximately 0.0062000124 sq inches, we can calculate the contact pressure here @ 3/0.0062000124 =483.87 PSI.
Essentially you are dealing with a segment of a circle as the contact point with 3 lbs of pressure concentrated on a minute area hence the 483 PSI
Now compare what would occur in an actual lapping situation.
As you can see here is a CPU on a postal scale with some 400 grit sandpaper. 7 PSI is probably what most would consider a high lapping pressure, much more pressure and the overall friction would create too much drag to smoothly move the piece.
CPU area 1.3 X 1.3 = 1.69 sq inches.
7/1.69= 4.14 lbs PSI
So here in 4Ryan6 demonstration example the application pressure is over 100X the pressure vs what one would see as actual lapping pressure all on a 1-2 micron thick soft ink stamped lettering. Not all that impressive when all factors are considered.
The drama in the presentation is relatively minimal when considering the physical factors involved, rather this is a case like where the pigeon died in the above opening statement.
Below is after over 2 hours of finger rubbing with IC Diamond and a cloth as the Q-tip fell apart after a few minutes. The effort here was to try and expose the copper under the nickel coating but we were unable to do so.
I would like to note that after 5 min we had a fairly good mirror polish and that finely textured finishes can easily be polished or scratched by materials much softer than the base material as the micro high spots are structurally weak and sensitive to forces that would otherwise have no effect if structurally supported.
An example here would be a .003 fine copper wire could be bent, broken with just a brush of a fingernail which is why a fingernail, cotton, wool, can easily scratch an aluminum or copper textured surface.
You can note from the result a pretty fine mirror polish with the reflected circuit board, particles are flour like and about 10 microns in size and left no visible scratches despite the effort.
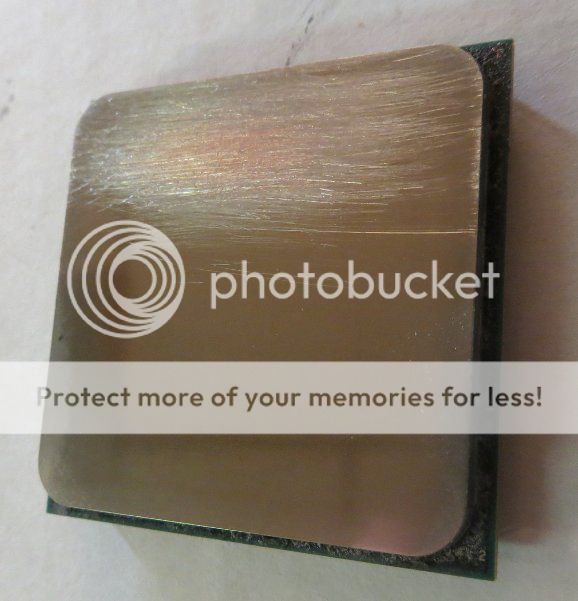
So after two hours and a fine mirror finish with no copper I took some 100 grit sandpaper and after about 20 seconds I had some visible copper.
At this point I would like to note two visible transitions in method as seen above.
1. There was a change from circular polishing to a horizontal abrasion left to right against the factory grain
2. There was also an obvious change in grit size at this point noted from deep scoring of the IHS surface that should have had more of a progression to a mirror finish at this point in my experience.
Above is a comparison of our 100 grit sand to remove the nickel plate and 4Ryan6 test example. Horizontal score marks are pretty much the same width and depth suggesting similar abrasive mediums and methods.
Our recommended removal method is to re-liquefy the compound with acetone then remove the compound in a single wipe or two. Our measured pressures on the postal scale which is accurate to +/- 0.1 lbs was 0.2 lbs. For this process.
You can do the math here 483lbs/ 0.2 lbs = 2415 that is 2415 times the pressure of our recommended removal procedure. Which can be found below.
http://innovationcooling.com/removal.html
Missconceptions Regarding Diamond Hardness
In the nomenclature of the abrasion trade when they say “diamond cuts better than anything else” what is really meant is that it lasts longer. In the abrasion literature nearly all specifications relate to movement, RPM, tool feed, heat the particle material can endure under friction etc. So the assertion that diamond cuts better than anything else in what is essentially a static non cutting application one would be attributing characteristics that do not apply to the application and removal of thermal compound.
Examples
Take two fingernail files of the same grit/particle size, one of diamond and the other aluminum oxide.
Now start filing fingernails at the same rate/speed and what you will soon note is that there is no difference in the amount cut. As far as what the fingernail “sees” is the same size abrasive particle that are both substantially harder than itself. Eventually the Aluminum oxide will star to wear but the diamond continues to cut at the same rate.
Another analogy would be the difference between a plastic knife and a steel knife cutting sticks of butter – both will cut at the same rate with all things being equal obviously long term perhaps in a month the plastic knife will start to show signs of wear while the steel knife lasts 10 years.
There is nothing magical about hardness, it is just an indicator of how long a material will last under the stress of machine tool work.
That being said all thermal compounds are lapping compounds by coincidence, not by intent. They are designed to be to be used as thermal compounds and adventures in lapping while interesting to some are only example of what not to do and the best practice here is to follow the manufacturers note to USE ONLY AS DIRECTED.
http://innovationcooling.com/removal.html
































")



") ....very same one in fact.
....very same one in fact.